
真空室的尺寸测量

据说,随着第五代通信(5G)的普及和汽车装备的数字化,半导体需求进入了超级周期*。面对持续增长的需求和高功能化,对半导体制造装置的厂商来说,开发新技术和提升生产效率是当务之急。其中,半导体制造工序中常使用的真空室的性能,对于持续发展的半导体制造技术来说,是不可或缺的要素。
下面将从半导体制造工序中真空室的用途、结构等基础知识开始,说明影响其性能的形状和尺寸测量中存在的难题及其解决方法。
*在行情的周期性变动和景气循环中,以固定周期出现的价格上升。
什么是真空室

真空室是用于制造出真空空间的容器,又名“真空槽”。真空是指压力低于大气压的状态。真空室装有真空泵,真空泵吸出真空室内的空气,制造出真空。
很多半导体制造装置中必需的等离子体都是在真空状态下产生的。在真空状态下杂质少,沸点较低,所以可通过流动气体使目标物质成膜或沸腾。因此,真空室多用于曝光、成膜、蚀刻、溅射镀膜等半导体制造工序。
半导体制造工序中真空室的用途
真空室被用于半导体制造工序的许多装置中,下面将介绍具有代表性的装置。
CVD(Chemical Vapor Deposition)装置
CVD装置是一种形成薄膜的装置。在形成用于保护半导体不受水和灰尘影响的膜以及形成配线膜、绝缘膜的时候使用,可在硅晶圆上沉积约10 nm至1000 nm的膜。薄膜通过气体的化学反应形成,而化学反应中需使用热量、光、等离子体。
其中,使用等离子体的CVD装置在真空室内进行成膜。与使用热量或光的方法相比,可在低温下成膜。此外,因为其能在狭窄的沟槽内成膜,所以被大量用于半导体制造工序。
蚀刻装置
蚀刻装置是在半导体上进行精密加工的装置,如以约100 nm至1000 nm的宽度蚀刻深槽等。蚀刻装置有湿蚀刻装置和干蚀刻装置。湿蚀刻装置在酸或碱等溶液中,通过化学反应削去膜,除去露出部分。另一方面,干蚀刻装置使用高真空等离子体。在真空室内将气体转变为等离子体,用化学反应和经过加速的离子把膜削除。
与湿蚀刻装置相比,使用等离子体的干蚀刻装置可进行细微加工,各向异性更强。近年来也开发了使用高密度等离子体的干蚀刻装置,即使是大口径晶圆的蚀刻,也不会降低生产能力。
溅射镀膜装置
溅射镀膜装置也叫作“溅射装置”,是在真空里制造薄膜的装置。
溅射镀膜装置在真空室内产生氩等离子体。其中,用氩离子轰击被称为“靶体”的铸锭,击出金属原子,在晶圆上成膜。
通过溅射镀膜装置,即使是CVD装置和真空蒸镀法难以成膜的高熔点金属、合金等材料,也能成膜。另一方面,真空室内的真空度必须比CVD装置高两位数左右,所以需要高功能的真空系统。
EUV(Extreme Ultraviolet Lithography*)曝光装置
EUV曝光装置是全新的曝光装置,采用将波长为ArF光源约1/10以下的13.5 nm软X射线作为光源的曝光技术。利用波长极短的光,可将5 nm或3 nm的微细电路图案转印至晶圆,解决了过去的一大难题。
EUV曝光装置在真空室内照射软X射线,真空室内有照射镜光学系统。软X射线会被空气吸收。因此,要求真空室内具有高真空度并除去水分。
虽然EUV曝光装置的引进实绩尚少,但其作为备受期待的优秀曝光装置,各半导体制造厂商都在努力引进。除逻辑半导体之外,EUV曝光装置还被引进至微细化和高速大容量化显著的DRAM制造工序,今后有望得到进一步普及。
*极紫外光
真空室的结构
真空室通过粗抽真空泵和真空泵(主泵)进行低压化,变为真空状态。材料一般使用不锈钢或镀镍软钢,超高真空装置则使用铝合金。
晶圆搬入真空室内,在此处进行成膜、蚀刻等处理。为了实现杂质少、密着性高的高质量处理,必须将真空室内变为高真空状态,尽量减少空气中的杂质含量。因此,真空室内安装各装置的法兰等要求具有较高的加工精度。
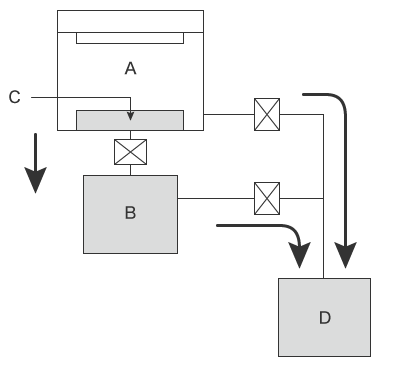
- A
- 真空室
- B
- 真空泵(主泵)
- C
- 晶圆
- D
- 粗抽真空泵
真空室尺寸测量的必要性
可以说,半导体工件的性能取决于真空室内的真空度。特别是产生等离子体的装置,一旦真空度不正常,就会对放电、离子化、溅射镀膜现象等物理、化学加工造成不良影响。
造成这些不良影响的主要原因之一,就是被称为“泄漏(真空泄漏)”的现象。泄漏是空气从真空室的端面和密封面等处的间隙进入的现象。发生泄漏时,真空室内的真空度下降,成膜、蚀刻、溅射镀膜等所需的化学反应不能正常进行,导致加工不良。
此外,如果发生名为“脱气”的现象,即因为连接部或焊接部的接合不良、密封垫材料或各部件安装不良等而导致漏气,则会造成吸入中毒症状以及火灾和爆炸。
防止泄漏和脱气,可采用气体流动系统的气密性测试,检查项目包括真空室的端面和密封面的平面度、法兰的安装状态,或者用惰性气体仔细吹扫等,不过更为重要的是,在制造时必须严格测量形状和尺寸。
真空室的尺寸测量
真空室有主要通过焊接接合不锈钢、镀镍软钢、铝合金等板状构件的类型,还有将这些金属块刨削或铸造而成的类型。通过焊接接合时,需要检查焊接引起的应变,而通过刨削、铸造、切削制造时,需要检查是否因为切削时的加工压力等而引起变形。
尺寸测量要点
测量要点较多,下面将介绍形状和尺寸精度要求高的真空室端面和密封面的平面度,以及闸门阀(真空阀)组装精度的测量要点及注意点。
端面和密封面的平面度
真空室的开口部、作为与盖体的接合部的端面以及密封平面度需要测量。
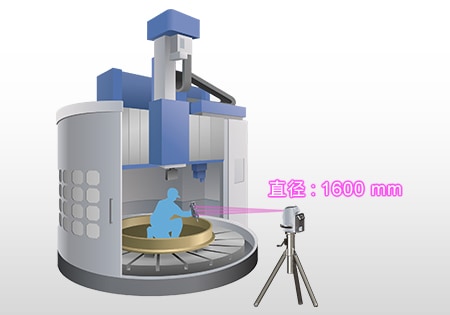
如果是大型真空室,矩形式的一边长度或者圆形式的直径超过1 m,所以稍有误差就会影响接合,造成泄漏等。而且,平面度的误差也会影响安装后真空室的动作精度。
因此,各制造工序中的加工精度测量、与设计CAD数据的比对等,都必须仔细检查。
闸门阀(真空阀)的组装精度
闸门阀是用于隔离真空和真空、真空和大气的阀门。在半导体工艺设备中,闸门阀配置于真空室与真空泵之间,用来调节真空室的压力。
闸门阀与大气隔离,不破坏真空,所以闸门阀的组装精度直接关系到真空室的气密性。当组装精度低时,垫圈不能正常工作,运行时会导致真空室内发生泄漏或脱气。
因此,闸门阀的角度、位置等组装精度必须严格测量。

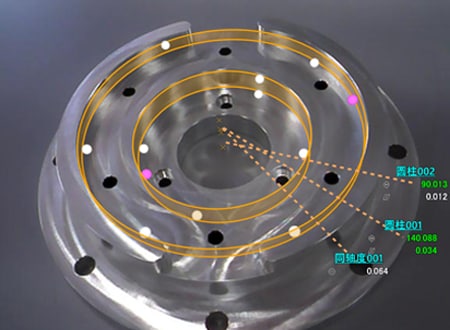
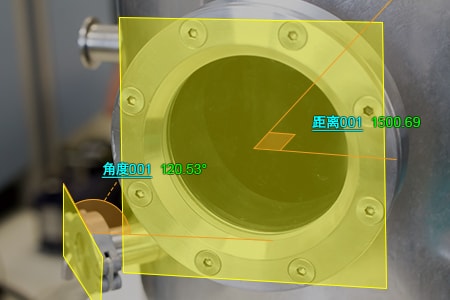
阀门组装位置和角度测量
真空室尺寸测量的难题和解决方法
在真空室的尺寸测量中,组装前的部件以及组装后的形状和尺寸测量都十分重要。这些测量往往要求三坐标管理项目和以微米为单位的精度,因此卷尺、大尺寸游标卡尺等手动工具的测量有所局限,龙门式三坐标测量仪得到广泛应用。
然而,实施测量作业时必须将大型真空室从生产现场搬运至测量室,安装在测量仪上进行测量,需要花费大量工时。此外,还存在想要测量时无法在现场立刻测量的问题。测量超过1 m的大型真空室时,还存在以下难题:测量人员必须具备高水平的测量技能,或需要2至3人合作测量。

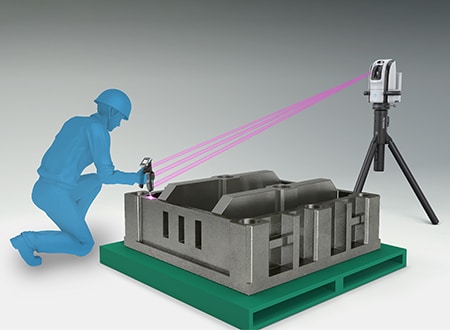
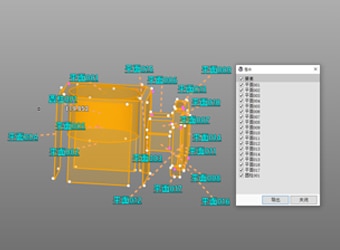
真空室测量示意图

为了解决这些问题,越来越多的人开始采用新款三坐标测量仪。采用黄金城大范围三坐标测量仪“WM系列”,单人也能通过无线探头,以高精度测量大型真空室的尺寸。在测量范围内,可自由接近工件的深处部位,只需探头接触的简单操作即可测量。此外,因为可以随身携带,所以在生产现场和安装现场均可在有需要的时间、场所测量。与手动工具相比,测量值无偏差,可进行定量测量。

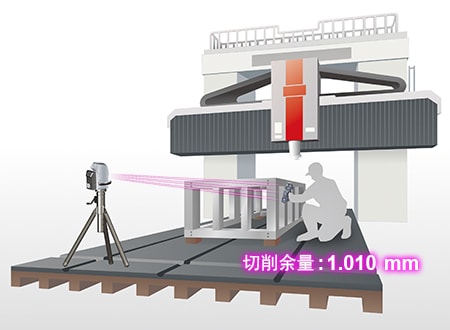
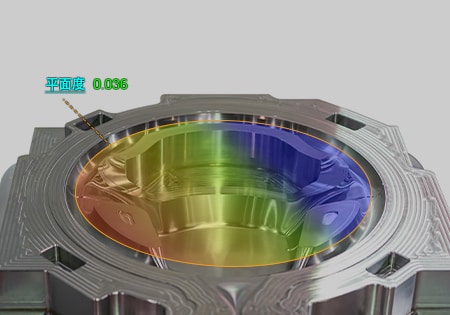
端面和密封面的平面度测量
大型真空室的长度约5 m,宽度约3 m,重量可达4吨左右。即使尺寸大,也常常要求具有高水平的测量精度,为了能准确测量平面度和各尺寸,需要用龙门式三坐标测量仪实施测量。但是,将大型真空室从加工机取下并移动至测量室,是一项耗时耗力的工作。
此外,以安装在加工机上的状态进行测量时,存在许多问题,如无法用手动工具准确测量三坐标尺寸、耗费大量工时导致加工机运转率下降等。而且,在一边确认完成精度一边实施进一步加工时,从加工机拆下后再测量的方式并不理想,希望能在安装于加工机的状态下进行尺寸测量。因此,在测量大型真空室的尺寸时,理想的三坐标测量仪应该紧凑不占地且可以自由移动,并在加工机上实施大范围测量。
采用“WM系列”,即使是大型真空室,也无需从加工机取下,可当场进行测量。单人也能轻松测量加工后的对角尺寸、平面度、真圆度等,所以不仅能保证最终的完成尺寸,还有助于提升制造过程中进一步提升加工精度的作业的效率。
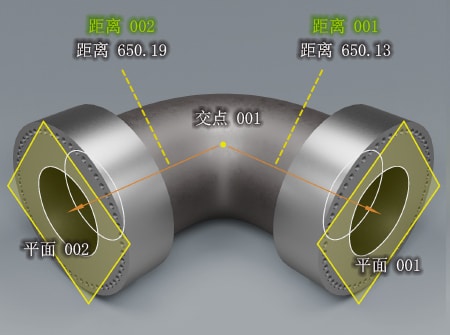
端面距离测量画面示意图
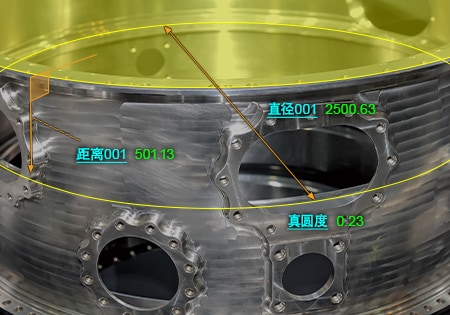
密封面平面度测量画面示意图
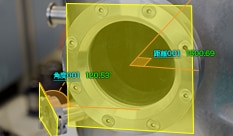
闸门阀的组装精度测量
大型真空室内组装的闸门阀的组装角度和位置精度,以真空室为基准来测量。测量距离有时长达数米,所以用卷尺、大尺寸游标卡尺测量位置,角度则用水平仪等测量。但是,使用这些手动工具时,测量值会随着接触角度和强度变化,所以作业人员不同会令测量值不可避免地发生偏差。
采用“WM系列”,只需将探头接触测量点,单人也能进行定量测量。不仅是因焊接而出现的变形和应变,闸门阀的安装角度也只需探头接触就能完成测量。可测量三维位置坐标。此外,还可以快速确认公差值相对于设计值的判定。

真空室尺寸测量的高效化
采用“WM系列”,通过只需无线探头接触的简单操作,单人也能测量大型真空室各部位的形状和尺寸。而且,除了之前的介绍外,还拥有以下优点。
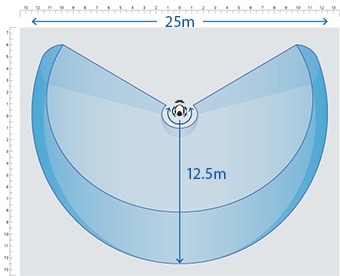
- 可以高精度测量大范围
- 以高精度测量大范围区域,最大测量范围长达25 m。搭载“测量指南”模式,可存储测量步骤,测量相同位置,因此不会产生人为的测量数据偏差。
- 可以3D模型输出测量结果
- 已测量的要素可导出为STEP/IGES文件。即使是没有图纸的产品,也能根据实物测量结果,制作3D CAD数据。
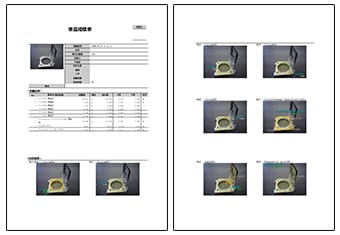
- 可保存自带照片的检测结果报告书
- 可自动制作带照片的检测结果报告书,测量位置一目了然。不仅有助于和客户建立信赖关系,还能以数字形式保存测量结果,从而提升公司内部数据管理的效率。

- 简单易懂的界面
- 三坐标测量仪的界面一般给人的印象是有很多难以理解、难以熟悉的指令,而“WM系列”则追求图像和图标等容易上手的操作性,可进行直观操作。
“WM系列”不仅能测量真空室各部位的尺寸和形状,还能强力支持与3D CAD数据的比对工作等。从真空室的制造,到安装和质量管理时的必要工作,飞跃性地提升效率。
