焊接机器人控制的案例
下面介绍坡口控制和焊接线模仿(学习)控制等焊接机器人控制的案例。

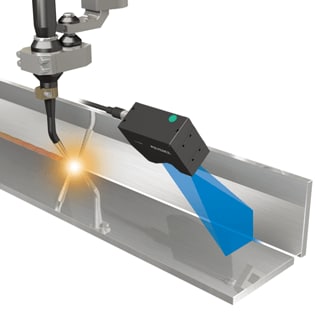
案例1:焊接线的模仿控制(焊炬位置控制)

案例2:激光钎焊中的焊缝跟踪控制
在向母材间填放钢丝状钎焊材的同时,借助激光能量进行钎焊的“激光钎焊”,能够在维持母材美观的同时提高刚性、缩短单件作业时间,作为取代影响母材美观的电阻点焊接的新一代接合技术,正在以汽车行业为主的众多领域受到越来越多的使用。
在运用“激光钎焊”对汽车车顶、侧面板、后行李箱盖等位置进行接合时,必须配备能够沿着复杂车身线条,对细窄焊接线实施高精度快速检测及模仿控制的“焊缝跟踪控制”。
通过导入采用线形激光的超高速轮廓测量仪“LJ-X8000系列”,能够对插入钎焊材焊丝、照射激光的焊缝形状、位置、距离、高度、高度差等进行高速且高精度检测,实现实时的机器人控制。这是在“激光钎焊”导入中,实现接合精度提升及单件作业时间缩短的一大优势。

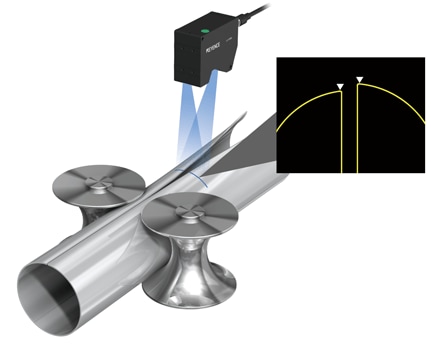
案例3:电阻焊接管的焊接位置测量
电阻焊接管具有表面光滑、生产性高的特性,被用于能源领域、机械结构、一般配管等众多领域。同时还要求高品质及安全性,必须具备高可靠性的接缝强度。
电阻焊接管是将带状板辊轧成形成圆柱状,再用高频率诱导压接焊接接缝。此时,若接缝错位,将无法进行正常焊接。
超高速轮廓测量仪“LJ-X8000系列”,能够通过大范围照射线形激光的方式,对材料的高度差及间隙进行高速且高精度测量,提前检查造成焊接不良的接缝错位。
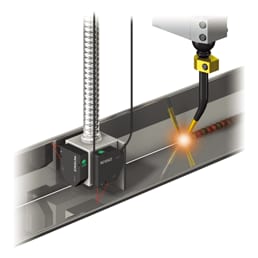
案例4:焊接焊炬的高度控制
焊接时,可以利用激光位移传感器,快速检测出工件位置及翘曲、变形、高度差等造成的高度变化并进行反馈,从而实时控制焊接焊炬的高度。通过将激光位移传感器检测出的数据实时反馈给机器人,实现自律控制,确保焊炬始终位于合适的高度。如此一来,能够在提高焊接精度的同时,缩短单件作业时间。
超高速/高精度CMOS激光位移传感器“LK-G5000系列”,不仅能够高速检测变化的焊接线高度,还能通过高速运算并反馈测得的数据,实现快速且高精度的焊炬高度控制,并由此提高焊接品质。
此外,对于用多台位移传感器检测焊炬位置的情况,“LK-G5000系列”也只需1台控制器就能进行控制。

专栏:TIG焊接机器人的钨电极顶部形状检测
在借助机器人的TIG焊接中,由钨电极产生电弧,熔化焊接棒进行焊接。若机器人连续进行焊接,电极顶部的角度、弯折等形状可能会发生变化,这会导致焊接不良。
因此,黄金城需要在机器人TIG焊接工序中引入借助二维测量仪的形状检测,合理地确认、保养电极顶部。
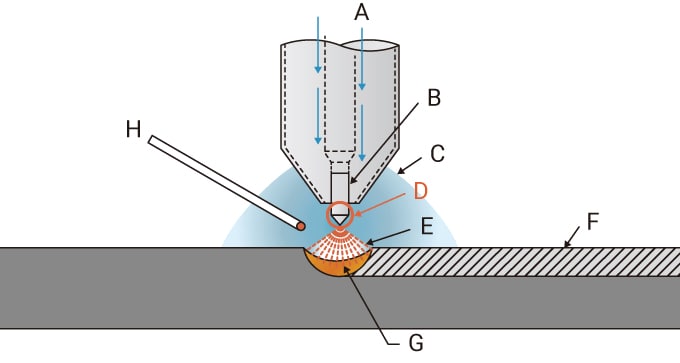
- 保护气体
- 钨电极
- 氩气
- 钨电极的顶端部分
- 电弧
- 焊接金属
- 熔池
- 焊接棒
【导入案例】借助二维高速投影尺寸测量仪的钨电极顶部形状高速检测
在实施TIG焊接的机器人模块中设置二维高速投影尺寸测量仪“TM-3000系列”。在工序中,根据电极顶部承受的负担,例如每50次连续焊接中实施1次等,导入借助二维高速投影尺寸测量仪的电极顶部形状检测动作。
“TM-3000系列”可以进行高速的形状检测。因此能够降低对单件作业时间的影响,预防由于电极形状变化而产生的焊接不良。
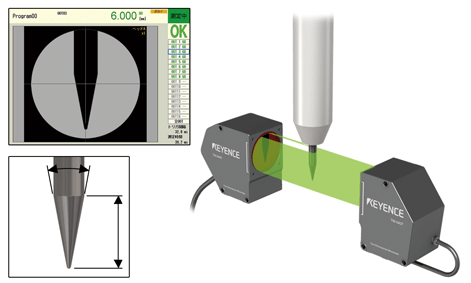
借助二维高速投影尺寸测量仪“TM-3000系列”的电极顶部形状高速检测



