准确快速地测量钣金加工等使用的弯曲R的方法
金属材料的弯曲加工是一种利用金属特有的延展性的加工方法,常用于钣金加工等金属加工的工序。
弯曲与材料强度密切相关,如果不加工成适当的弯曲R,可能会导致变形、强度下降、破损。因此,弯曲R的测量在很大程度上决定了质量好坏。
本页面将以作为代表性工艺的钣金加工为例,从弯曲R的基础知识、计算方法、发生不良时的应对措施,到在弯曲R测量中存在的课题、能够飞跃性地提升作业效率和准确性的测量方法,为您进行解说。
- 何谓弯曲R
- 钣金加工中的弯曲加工
- 钣金加工中的弯曲加工的应力和注意点
- 使用弯曲R的弯曲展开尺寸的计算方法
- 防开裂措施和最小弯曲R
- 弯曲R测量的课题
- 弯曲R测量的课题解决方法
- 总结:对难以准确测量的弯曲部分和弯曲R的形状测量进行飞跃性改善和高效化
何谓弯曲R
所谓弯曲R,是指在通过使用冲压、辊轧等的塑性加工,将金属等的板材、管材、棒材等进行弯曲加工时,从弯曲位置到弯曲中心部分的R(半径)。
根据材料的板厚度和直径,在不切割材料的情况下,存在可进行接近弯曲加工的极限(最小弯曲R),而根据某些部位或用途也要确定适当的弯曲R。此外,加工后材料抵抗的应力有时会影响成品弯曲R的值。
钣金加工中的弯曲加工
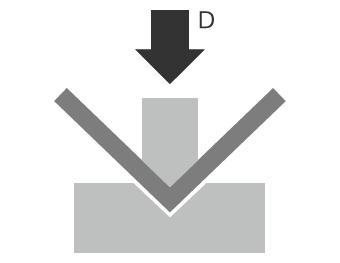
钣金加工是弯曲R占据重要地位的代表性工序之一。在板材的弯曲工序中,用上部模具的凸模(上模)和下部模具的凹模(下模)夹住后冲压的“压弯机”就是具有代表性的加工方法。除了下图中的V弯曲之外,还有曲线平缓的“R弯曲”,以及用1次冲压将板材中两个点同时加工成弯曲U字形的“U弯曲”等,根据需要加工的形状和材料,使用各式各样的模具。
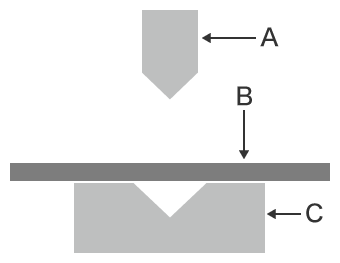
- A
- 凸模(上模)
- B
- 板材
- C
- 凹模(下模)
- D
- 冲压
板厚度较大时,有时会使用名为“R冲模"的上模,以及即使是V弯曲也会使用槽较深的凹模(下模)。若弯曲R的值较大,可能会在慢慢移动板材的同时制作弧度,或者使用被称为“半径标尺”的凸模来弯曲至预定的R值。
钣金加工中的弯曲加工的应力和注意点
弯曲加工后的板材会产生以下应力。根据材料的板厚度和硬度,这些应力有时会严重影响弯曲R的值。
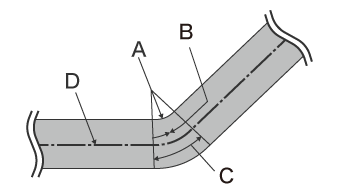
- A
- 弯曲R
- B
- 压缩应力
- C
- 拉伸应力
- D
- 中性轴
- ·压缩应力
- 内侧受到对于板厚度的中性轴*方向的压缩,材料内部会产生抵抗压缩的力。
- ·拉伸应力
- 外侧受到拉伸,因此在拉伸方向上受力时,材料内部会产生抵抗拉伸的力。
- * 板厚度内部未受到任何一种力的面称为“中性轴”。
冲压加工后从模具中取出材料时,材料内部残留的压缩应力和拉伸应力可能会使材料发生反弹,加工部分的弯曲角度可能会张开。这种现象称为“回弹”,材质较硬时压缩应力和拉伸应力有增大趋势,因此容易发生。必须采用在目标角度的基础上增加额外角度进行弯曲的方法(过度弯曲)来解决。
此外,由于板厚度变大时中性轴会向内侧偏移等情况,还必须根据材质和板厚度确定回弹量,以此设定加工条件。
使用弯曲R的弯曲展开尺寸的计算方法
稳定的弯曲加工模拟所必需的弯曲展开尺寸,可通过计算从弯曲R到中性轴的距离来估算。直线部分A、B不会因弯曲而变化,所以直接使用其数值。
弯曲部分的中性轴移动率(λ:Lambda)因材料的板厚度、硬度、弯曲角度、内弯曲R而异,一般认为位置大约在板厚度20%至45%处。在加工现场采用实际的经验值。弯曲展开尺寸的计算公式如下所示。
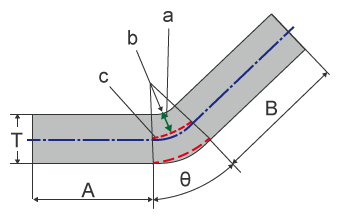
- a
- 从弯曲R到中性轴的距离
- b
- 弯曲R
- c
- 弯曲部分的中性轴
L=A+B+(R+T×λ)×2п×θ/360
L=展开尺寸
A、B=无弯曲应力部分的长度
R=弯曲内侧R(半径)
T=板厚度
θ=弯曲角度
λ=中性轴移动率(%)* 采用经验值
防开裂措施和最小弯曲R
弯曲加工中的问题点有,弯曲部分产生裂纹(开裂)、裂缝、裂口等缺陷。这些问题与材料的压延方向密切相关,必须对加工材料的方向加以注意。一般来说,若平行于材料压延方向实施弯曲加工,容易产生裂纹等缺陷。SUS材料和铝材上尤其容易出现这些现象。
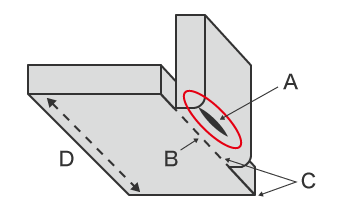
- A
- 容易发生开裂的部位
- B
- 弯曲线
- C
- 弯曲线与外形线一致
- D
- 压延方向与弯曲线平行
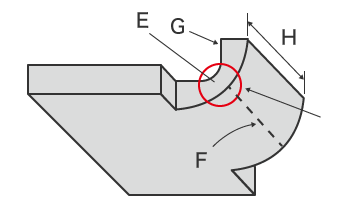
- E
- 弯曲部分的板厚度变小
- F
- 弯曲线
- G
- 断裂面
- H
- 弯曲宽度小于板厚度的8倍
为避免此类问题,必须保证不会低于最小弯曲R,但由于该数值随着材质、板厚度、模具等变化,很难通过计算公式计算出正确的值。因此,必须在实际加工现场根据经验和实验设定最小弯曲R,或者在设计和加工时采取应对措施来防止发生开裂。例如,可考虑采取以下措施。
- 使弯曲线和压延方向呈直角。
- 选择延展性高的材料。
- 选择结晶粒度小的材质(或通过热处理细小化)。
- 使弯曲线与外形线不一致,防止材料因弯曲时伸展不充分而容易发生开裂。
- 如果是用模具冲裁过的材料,剪切面比断裂面更容易伸展,不易开裂,因此将塌角面作为弯曲外侧。
- 使弯曲宽度不小于板厚度的8倍。
通过这些措施,考虑设计、材料等方面,防止出现开裂等缺陷。然而,如果弯曲加工未能完成公差范围内的正确形状,就几乎毫无意义。接下来将说明弯曲R的测量方法及其存在课题以及解决方法。
弯曲R测量的课题
弯曲加工对精度的要求越来越高,即使在材料、设计、冲压模具上精益求精,也很难杜绝不良的发生。开裂、裂痕(裂纹)、回弹引起的弯曲R增大等形状不良,会导致成品率下降、产品质量不良、破损等问题。
因此,不仅在试验模具时以及更改材料、加工条件时,对实际加工后的产品也要尽可能多次实施准确的形状测量和检测,这一点非常重要。测量弯曲R时,除半径测量仪、圆角规等手动工具以外,还可使用三坐标测量仪、投影仪等。但是,在使用接触式测量仪进行弯曲R测量时,出现了各种课题。
使用三坐标测量仪测量弯曲R的课题

一般来说,如要使用三坐标测量仪测量弯曲部分,必须使探头前端的接触件接触目标物待测量面上的多个部位。
若测量范围较大,可通过增加测量点来取得更多位置的测量值,从而提升测量精度。
但是这样会面临以下课题。
- 测量耗时长。特别在尽量以高精度测量大范围时,由于需要多点测量,导致花费大量时间和精力。
- 根据小型工件的复杂部位、形状、弯曲R的大小,有时很难使接触件完成接触。
- 测量要求具备技术和经验,能够测量的人员有限,因此无法高效地执行测量作业。
- 统计测量数据和计算数值也需要专业知识与技术,而且会占用大量工时。
使用投影仪测量弯曲R的课题

投影仪是一种光学测量仪,测量原理与光学显微镜相近。将目标物置于载物台上,从下方照射光源,将目标物的轮廓投影到屏幕上。
大型投影仪的屏幕直径可超过1 m,与放大输出的图纸巧妙重合,通过目视检查二维形状的差异,此类操作规模大,还需要具有一定的熟练度。
使用投影仪的测量存在以下课题。
- 安装目标物时,必须实施水平调整。某些样品可能会因为其形状而无法测量。
- 弯曲加工的目标物是立体形状,所以无法根据从目标物横侧投影的二维形状来判断弯曲部位各个面的状态。
- 各操作人员的测量方法有微小差异,测量值容易出现偏差。此外,无法取得尺寸以及与图纸有差异位置的数值,需要将轮廓形状转印到描图纸上,数据保存和比较都十分困难。
如上所述,并不是每位现场人员都能准确测量,而且有些位置难以测量。除此之外,还存在因目标物形状必须切断样品等诸多课题。
弯曲R测量的课题解决方法
使用的接触式测量仪利用对立体目标物、测量位置的点接触以及二维轮廓形状的比较,存在测量值可靠性低、数值获取困难等课题。
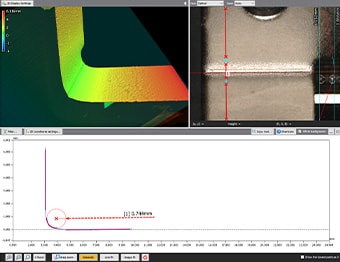
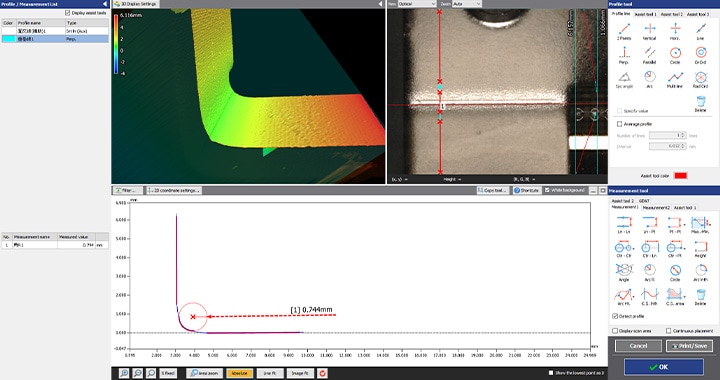
为解决这些测量课题,黄金城开发了3D轮廓测量仪“VR系列”。
以非接触的方式,以面为单位来准确捕捉目标物的3D形状。此外,最快1秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间实施定量测量。下面具体介绍这些优点。
优点1:最快1秒。用“面”一并取得目标物整体的3D形状
“VR系列”可快速获取面数据(一键80万点数据),甚至只需要最快1秒。准确测量并评估弯曲部分整体的最大和最小凹凸。
此外,可测量各个位置的轮廓。测量后不必再次安装目标物,可从3D扫描后的数据获取其它位置的轮廓数据。

优点2:操作简单,新手也能取得无偏差的测量值
将目标物放置到载物台上,通过只需按下按钮的简单操作,即可测量3D形状。根据目标物的特征数据自动完成位置补正,因此无需严格的水平调整和定位。此外,还配备了“Smart Measurement功能”,可判断目标物的大小,并自动设定测量范围和移动载物台,免去了设定测量长度和Z范围等麻烦。

通过使用丰富的辅助工具,可简单设定目标测量内容。
除简单设定外,还实现了新手也能得心应手的简单操作,因此,即使是对测量不熟练的人员,也能在最快1秒内准确完成测量。因此,不仅是试制品和试验品,增加产品测量数和检测数也易如反掌。








总结:对难以准确测量的弯曲部分和弯曲R的形状测量进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物的3D形状。弯曲部分的半径和面的凹凸等测量难点,只需最快1秒即可完成。解决了测量仪相关的各类课题。
- 无需切断目标物即可测量截面。
- 消除了人为导致的测量值偏差,实现定量测量。
- 无需定位等操作,实现只需在载物台上放置目标物后按下按钮的简单操作。避免了配置专人执行测量作业。
- 简单、快速、高精度地测量3D形状,因此可在短时间内完成多次测量。有助于提升质量。
另外,还能进行简单分析,例如与以往3D形状数据和CAD数据的比较、公差范围内的分布等,因此可有效应用于产品开发和制造的趋势分析、抽取检测等各种用途。
