以高精度测量自由曲面的切削加工件的方法
以叶轮、旋桨等为代表的、拥有自由曲面的部件,通过需要高水平机械控制的多轴加工中心进行加工。这些部件大多很薄,容易发生加工变形,变形会直接影响由其组装而成的机器的性能,因此严格的尺寸测量必不可少。
下面将说明自由曲面、自由曲面加工中使用的加工机、加工变形的类型等基础知识。此外,还介绍用于维持精度、防止产生和流出不良品的检测和分析,以及接触式测量方法存在的课题及其解决方法。
何谓自由曲面加工
自由曲面是指无法用球体、立方体、圆柱、圆筒等的简单公式表示的曲面。对于自由曲面,需在空间内设定多个交点和曲率,并用高次方程式对交点进行补充来表现。拥有自由曲面的部件有用于泵和增压器等的叶轮以及飞机的旋桨。此外,齿轮中的斜齿轮和螺旋伞齿轮也有由自由曲面构成齿面的结构。
拥有自由曲面的部件在加工时需要多维控制,因此NC程序十分复杂。此外,使用通用的加工中心时加工精度不足,而且还要求精密控制,所以常使用高精度的五轴加工机。
何谓五轴加工机
五轴加工机是一种加工中心,左右方向、前后方向、上下方向共有3根直线轴,再加上2根旋转倾斜轴。与三轴加工机相比,无需特殊工具和专属夹具,因此不仅能够实现加工成本减少、加工质量和精度提升、加工时间缩短、工序切换次数减少等,还具有可实施高自由度切削的优点。
下面将说明三轴加工机和五轴加工机的区别、五轴联动加工机的结构与加工原理、引进和运用五轴联动加工机时的注意点。
三轴加工机和五轴加工机的区别
传统三轴加工机的内部区域由固定工件的工作台和主轴构成。主轴相对于工件沿左右(X轴)、前后(Y轴)、上下(Z轴)的方向移动并加工工件。
而五轴加工机的结构是X轴、Y轴、Z轴加上2根旋转倾斜轴。旋转倾斜轴分别为A轴和C轴,当安装了工件的工作台旋转时,A轴以X轴为中心转动工件,C轴以Z轴为中心转动工件。通过这种结构,可以在不取下安装于工作台的工件的情况下,加工除底面以外的面。
如此,五轴加工机便削减了更改工件安装角度的作业,无需使用特殊工具,即可加工自由曲面等复杂形状。可按需移动工件,大幅减少工具伸出量,可避免立铣刀等工具因加工压力而发生变形、加工精度下降等问题。
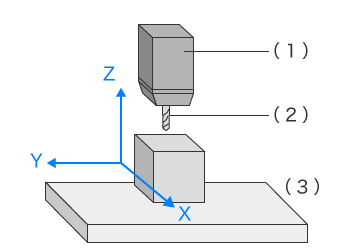
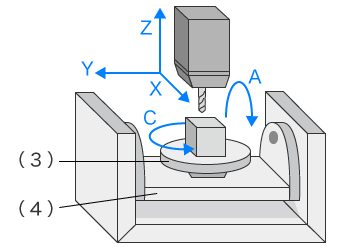
- (1)主轴
- (2)立铣刀
- (3)工作台
- (4)摇架
何谓五轴联动加工机
五轴联动加工机同时驱动各个主轴和旋转轴进行加工。普通五轴加工机的加工流程有将A轴或C轴倾斜至指定角度执行切削、改变角度后执行切削等。在主轴动作期间,A轴和C轴停止旋转。这种方式称为“五轴分度加工”。
而五轴联动加工机在加工时同时驱动5根轴,因此可流畅地加工自由曲面,完成五轴加工机无法完成的任务。叶轮叶片、整体叶盘、往复式发动机的吸气和排气端口等必须用五轴联动加工机进行加工。
五轴加工机的注意点
与三轴加工机相比,五轴加工机具备诸多优点,不过在引进和运用时需注意以下几点。
- 引进成本:
- 由于其性能高、功能多,在价格上比三轴加工机更昂贵。此外,还必须配备3D CAD/CAM,NC程序也相当繁复,因此这些引进成本也是其缺点之一。
- 加工精度:
- 即使轴的动作精度与三轴加工机相同,在多轴的情况下,加工精度会有下降。此外,机构复杂、可动部分多,导致装置各部分无法获得足够的刚性,可能会降低加工精度。
- 工序切换工时:
- 只要设定过1次,五轴加工机即可高速、高精度地实施加工,但如果要加工新的工件,准备所需的NC程序开发和各轴设定等工作会耗费大量工时。
加工变形的类型和应对措施
对于较薄或细微的工件来说,即使切削加工机按照指定精度正确完成加工,也可能发生翘曲、应变等变形,引起加工误差。在这种情况下,必须采取更改为不易变形的设计、或在事先考虑变形的基础上加工等措施。下面将介绍加工时发生变形的原因。
夹持力、加工压力等导致的变形与应对措施
加工时固定工件的力称为“夹持力”,切削等加工向工件施加的力称为“加工压力”,这些都可能是造成变形的原因。
- ·夹持力
- 夹持力导致的变形是在固定工件的紧固力大于固定工件部分的强度时发生。
为防止这种情况,较为有效的方法是更改固定工件的位置或方向。若无法改变,可使用固定辅助部件固定容易变形的部位,由此防止发生变形。
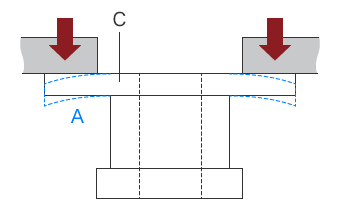

- A
- 变形
- B
- 固定辅助部件
- C
- 工件
- 夹持力
- ·加工压力
-
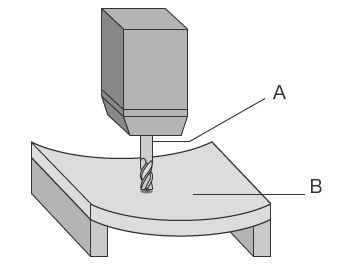
- A
- 切削工具
- B
- 加工压力导致的变形
加工压力导致的变形是因为切削工具加工工件时的力而发生。为防止这种情况,增加变形部位的厚度、减少切削量、降低材料硬度等改变工件形状的措施较为有效。若因为规格或功能的关系无法改变,可采用被称为“除翘曲”的方法,即增加额外厚度实施粗加工再实施精加工的方法,用以防止变形。
切削热量(加工热量)导致的变形与应对措施
切削热量是在切削时切削工具和工件加工面摩擦而产生的热量,一般会达到600°C至1,000°C。特别是当工件为不锈钢等导热性低的材质时,切削工具和工件之间产生的热量无处散发,会积累大量的切削热量。产生切削热量时,工件会膨胀。工件膨胀造成切入深度超过设定,无法完成设计的尺寸。为防止这种情况,较为有效的措施是更换切削油、结合使用放电加工等变形较少的加工、更改工件材料等。

- A
- 切屑
- B
- 切削工具
- C
- 加工面
- D
- 发热部
残留应力导致的变形与应对措施
从工件除去夹持力、加工压力等外力之后,留在工件内部的应力称为残留应力。物体内侧到外侧的力和外侧到内侧的力原本保持平衡。但是,切削时的加工压力和切削热量破坏平衡后,会导致翘曲和应变。尤其是在较薄物体的加工中容易发生翘曲,而在硬材质的加工中容易发生翘曲和应变。此外,即使在用夹钳固定期间形状没有异常,在取下夹钳后也可能会发生变形。为防止这种情况,可采用名为“退火”的处理。在金属切削加工中,需在加工前进行退火处理。通过这种方法,可将加工材料变软使其容易加工,将硬度变得均匀以防止加工不均,以及减少工件硬度偏差。
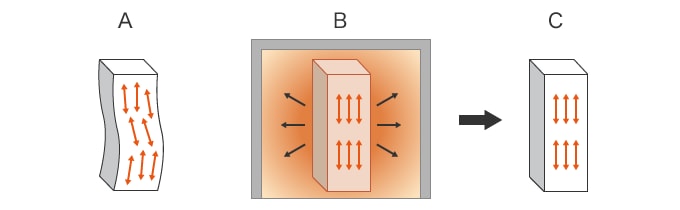
- A:未处理 残留应力导致容易发生变形和破裂等的状态。
- B:退火处理中 用退火炉加热,利用分子运动释放或除去残留应力。
- C:退火处理后 通过除去残留应力防止加工后的变形。
自由曲面测量的课题
确认以叶轮叶片、螺旋伞齿轮的齿面为代表的自由曲面的尺寸和形状是否符合预期是非常重要的。尤其是截面形状,对强度和性能有很大影响,因此要求高精度、定量的3D形状测量。
使用三坐标测量仪、游标卡尺等测量,但是存在用三坐标测量仪准确完成测量的难度很高、用游标卡尺测量会因为不同的测量人员而产生偏差等各种课题。此外,当发生加工不良时,查明和解决问题需要花费大量时间。
使用三坐标测量仪进行测量的课题

一般来说,如要使用三坐标测量仪测量自由曲面,必须使探头前端的接触件接触目标物上想要测量的部位。需要将接触件准确地接触指定的测量点。
此外,若测量范围较大,可通过增加测量点来取得更多位置的测量值,从而提升测量精度。
但是在测量自由曲面时会存在以下课题。
- 为测量叶轮叶片的厚度和最小厚度以及齿轮的齿面形状,必须测量很多点,所以需要花费大量时间,而且难以掌握整体的详细形状。
- CAD比较相当费时费力,例如,CAD数据与测量目标物的位置对齐十分困难,需要输入设计值和公差等。
- 采用仿形测量方式测量轮廓等,难以掌握整体形状。
使用齿厚游标卡尺、齿厚千分尺进行测量的课题
使用齿厚游标卡尺、齿厚千分尺等手动工具,通过名为“滚柱法”的测量方法测量齿厚。
但是,使用这些手动工具时,手按住测量位置的力(测量力)、测量位置偏差等各种度的把握因人而异。这会造成测量值发生偏差,难以实现定量测量。
此外,如需测量截面,必须切断样品,而且以点为单位的测量难以掌握截面形状。
自由曲面的测量课题解决方法
如果重新审视使用的测量仪所存在的课题,可发现某个共同点。那就是,对于立体且形状复杂的目标物和测量位置,总是在以点或线接触的同时进行测量。
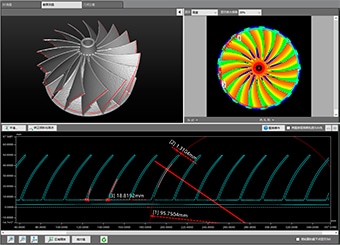
为解决此类测量课题,黄金城开发了高精度三维扫描测量仪“VL系列”。以非接触的方式,以面为单位来准确捕捉目标物的3D形状。快速完成载物台上目标物的3D扫描,高精度地测量3D形状。因此,测量结果不会产生偏差,可简单、定量地实施测量。具体优点如下。
优点1:通过颜色显示与3D-CAD数据的差分
可将设计的3D-CAD数据和获得的数据进行比对,并用颜色显示差分,从而针对工件设计实现完成效果的可视化。如此,产品形状分析所耗费的工时便能得到大幅削减。
根据可沿不同方向旋转的3D数据,通过指定的方法对于叶轮叶片的间隔或R形状等各个位置进行测量。可从纵/横方向测量截面,无需破坏工件。
从掌握整体形状到测量指定位置的尺寸,均可通过简单的点击操作来实现,使测量定量化,不会被测量人员的技能水平所左右。
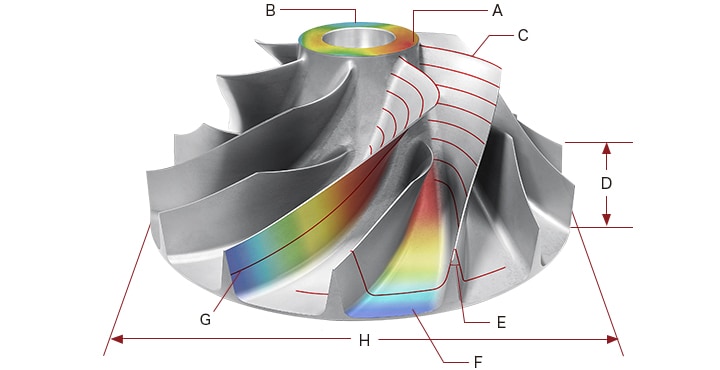
通过指定的方法测量各个位置
- A
- 平面度/几何公差测量 最高点
- B
- 平面度/几何公差测量 最低点
- C
- 仿形测量
- D
- 高度测量
- E
- 角度测量
- F
- 与CAD数据的差异
- G
- R测量
- H
- 宽度测量

优点2:轻松测量滚柱尺寸。无需切断,截面一目了然
使用齿厚游标卡尺和齿厚千分尺测量齿轮的滚柱尺寸时,因为各测量人员的测量点不同、量爪或测杆难以到达测量点等,在可靠性和稳定性方面存在问题。此外,因为是以点为单位测量,所以要测量3D形状尤为困难。
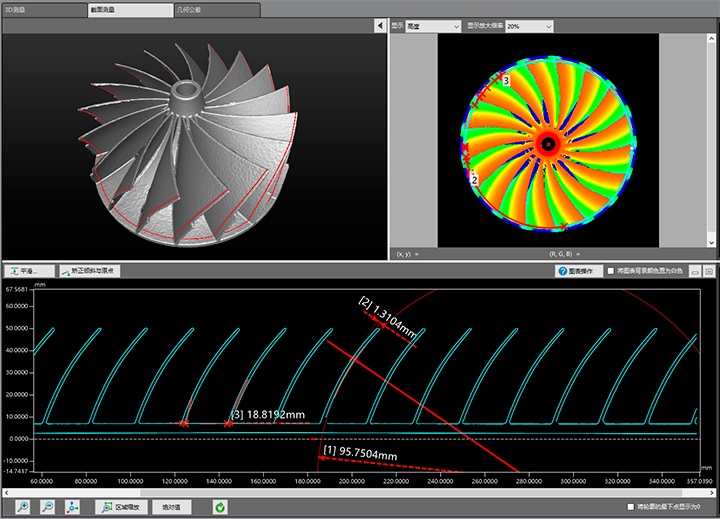
采用“VL系列”,只需将目标物放置到载物台上进行扫描即可。采用非接触方式以及无需定位,实现了以面为单位捕捉目标物整体的3D形状。可显示目标物整体以及测量各个部位的轮廓,所以能够将形状不良的部位及其详细数值等可视化,便于测量人员掌握情况。
而且,采用“VL系列”,还能在比较3D-CAD数据和已取得数据的状态下测量截面,不必切断工件。根据获得的3D数据,用颜色实现滚柱尺寸和齿形状的可视化。可采用非接触方式轻松完成截面测量。此外,通过观察切断部位轮廓的偏移,可及早发现加工变形等缺陷,并采取相应措施。

总结:对自由曲面的切削加工件高精度测量进行飞跃性改善和高效化
采用“VL系列”,可通过高速3D扫描,以非接触的方式快速测量切削加工件的自由曲面。
- 无需定位。将目标物放置到载物台上,通过只需一键的简单操作,即可完成测量,因此不会发生人为原因的测量值偏差。
- 因为是以面为单位来捕捉,所以可掌握目标物整体上有缺陷的位置,并对各个位置进行轮廓测量。可评估难以测量的内容,如分析螺旋伞齿轮的齿厚、叶轮叶片的厚度和间隔等。
- 按照指定朝向测量截面。可指定圆的直径,创建与凹槽相切的圆要素。此外,可在不破坏工件的情况下,在希望的位置上从纵/横方向测量截面。
- 可用彩色图显示3D形状。可将一目了然的数据进行共享,不仅可判断OK/NG品,还能顺利实施加工变形的应对措施。
从自由曲面切削加工件的测量作业到不良分析及不良应对措施,“VL系列”飞跃性地提升了切削工序质量管理必要工作的效率。
