快速准确地测量和分析变形印刷电路板的3D形状的方法
印刷电路板在电子部件和元件封装时的回流焊工序中,会受到用焊锡膏(焊锡浆)、粘结剂接合和加热而产生的应力。回流焊工序可高效封装部件,但因加热而产生的应力可能会导致印刷电路板发生翘曲、起伏、应变等热变形。印刷电路板变形后,部件接合强度、与外壳的嵌合性下降,此类情况会严重影响成品率。
下面将从印刷电路板变形的基础知识到测量变形时的课题以及测量方法进行解说。
何谓印刷电路板“变形”
印刷电路板(印刷配线板)的表面应该是平面,用以正确封装部件,但是因热量产生的多余应力可能会引起翘曲、起伏等热变形。印刷电路板变形问题逐渐凸显的背景及其影响如下。
印刷电路板热变形的背景
随着电子部件封装印刷电路板的多层化和小型化,以及封装的高密度化,人们开始采用回流焊方式来封装部件。在回流焊工序中,在印刷电路板的必要位置上印刷焊锡浆(焊锡膏),涂抹用于固定部件的粘结剂,然后使用贴片机将电子部件配置至印刷电路板。将其放入炉中,利用热量焊接或使粘结剂固化,由此实现高效的部件封装。
在引进环保的无铅焊锡的背景下,回流焊工序要求高于以往的焊锡熔融温度。升高回流炉内的温度后,施加在印刷电路板上的热应力也会增大。印刷电路板在高温的炉内发生翘曲、起伏等热变形的不良有所增加。
印刷电路板变形的影响
印刷电路板变形后,由于位置偏移等原因无法正确焊接、焊接部分受到应力而发生连接不良以及变形情况较为严重时,会出现与外壳组装的嵌合精度下降等问题。此类问题可能使成品率大幅降低。
此外,若在未发现印刷电路板局部或整体微小变形的情况下组装至外壳并出厂,之后会发生电子部件连接不良的产品故障,导致投诉发生。特别是汽车、飞机等的控制印刷电路板,故障可能会造成事故,因此印刷电路板的形状与引线翘起、焊点形状同样重要,是重要的检查项目。
印刷电路板变形的模拟分析与评估
为改善并减少印刷电路板变形的情况,必须在各个阶段对加热条件进行研讨、验证、评估,例如,在设计时和实际中加热后的评估等。
使用软件实施变形模拟分析
在印刷电路板设计阶段,有时会使用CAD数据实施模拟分析。“有限元法(FEM:Finite Method Element )”是一种用于模拟物体变形行为并评估的方法。
何谓有限元法
有限元法(FEM)是指,即使是复杂形状,也分割(离散化)至简单形状的集合体(单元),首先计算每个简单形状的应力和变形的模拟分析法。通过将各简单结构堆叠成原始的整体结构,假定整体各部位的应力和变形。在计算机软件上使用目标产品的CAD数据实施上述步骤,可对刚性、强度、耐振动性、塑性变形、破坏、热变形等进行模拟分析。
单元根据形状有以下分类和类型。
| 0维单元 (标量:scalar) |
 |
||
|---|---|---|---|
| 1维单元 (杆:bar) |
 |
||
| 2维单元 (壳:shell) |
 |
 |
|
| 3维单元 (实体:solid) |
 |
 |
 |
- 0维单元(标量):不具有形状的点。
- 1维单元(杆):线状:在将棒、柱、梁等作为线条时使用。
- 2维单元(壳):面。用于薄板材等。
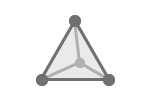
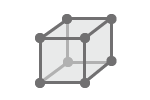
- 3维单元(实体):使用3种类型,即表中左起依次被称为三角锥四节点单元、三角柱六节点单元、长方体八节点单元的类型。多使用八节点单元可提升较厚物体的分析精度,但难度高,需花费大量计算时间。另一方面,使用四节点单元自动制作3维单元网格的技术也在不断发展,计算时间也很短,因此适用于短时间优先于高精度的场合。
模拟分析的主要特点和流程
由于低维度简化了形状,分析处理所需时间短,维度增加会需要更多时间,也可得到精度更高的数据。3维单元印刷电路板变形模拟的一般流程是,首先将印刷电路板的设计数据分割成网格状单元。印刷电路板设计数据基本上都是2D数据,需要通过软件转换为3D CAD格式。然后假想按照回流焊工序中温度曲线的加热温度使温度上升,将此时相应的应力施加于网格化后的各单元,取得假定数据。
印刷电路板加热试验以及实测和评估的要求
必须将经过模拟的印刷电路板实际放入回流炉,验证和评估在假定温度曲线下是否与模拟结果相一致。
在根据其尺寸,采用有限元法将印刷电路板分割成3维单元时,单元数可能会达到约5万点。也就是说,若不能无遗漏地以高精度测量印刷电路板整体形状,即使实施缜密的模拟分析,也无法获得正确的验证结果。实测是非常重要的过程,防止在设计阶段遗漏应改善的要点。
接下来将解说相关测量课题,以及可支持与使用计算机完成的高精度模拟进行比较及评估的测量方法。
测量、评估印刷电路板变形的课题
使用测量仪很难准确测量印刷电路板整体形状时,即使进行高水平模拟以及试验和实测,也难以将样品形状及变化形成定量化的数值并评估。测量存在以下课题。
使用形状轮廓测量仪测量、评估变形的课题
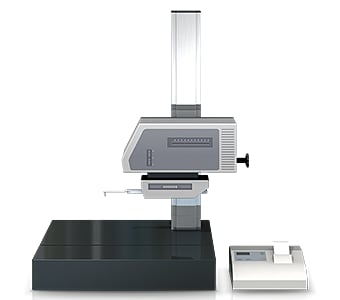
形状轮廓测量仪是使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。
近年来还出现了用激光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
使用形状轮廓测量仪测量和评估印刷电路板变形存在以下课题。
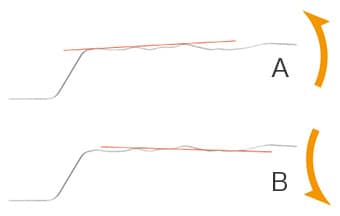
- A
- 右侧上升
- B
- 右侧下降
- 因为是用线描摹目标物进行测量,所以很难测量和评估大范围变形。
- 难以掌握整个目标物表面的形状。
- 例如表面贴装后的印刷电路板,原本希望测量的面之外有凹凸(封装部件)时,很难测量印刷电路板本身是否有变形。
- 以线为单位设定基准面十分困难,可能会发生测量误差(如图)。
使用三坐标测量仪测量、评估变形的课题

一般来说,如要使用三坐标测量仪测量印刷电路板变形,必须使探头前端的接触件至少接触目标物待测量面角落的4个位置。
例如,测量板材时,通常测量6至8点。若测量范围较大,可通过增加测量点来取得更多位置的测量值,从而提升测量精度。
测量和评估印刷电路板变形存在以下课题。
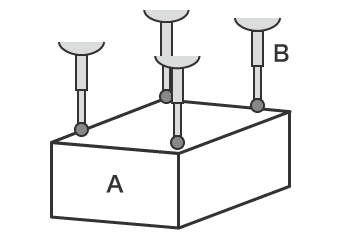
- A
- 目标物
- B
- 探头
- 因为是用有限的点进行接触和测量,所以难以掌握整体形状。
- 如需进行多点测量以获得更多测量值,必须花费大量时间,而且难以掌握整体形状、形成凹凸的位置等详细形状。
印刷电路板变形测量的课题解决方法
接触式测量仪以线或点为单位进行测量,因此难以掌握变形印刷电路板的整体形状。除此之外,还不易获得目标物整体上各个凹凸的最大值和最小值,也难以立即实施定量比较。
为解决这些测量课题,黄金城开发了3D轮廓测量仪“VR系列”。
以非接触的方式,以“面”为单位来准确捕捉目标物的3D形状。此外,最快1秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间实施定量测量。下面具体介绍这些优点。
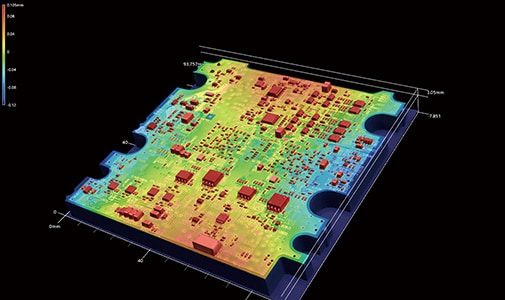
优点1:最快1秒。用“面”一并取得目标物整体的3D形状。
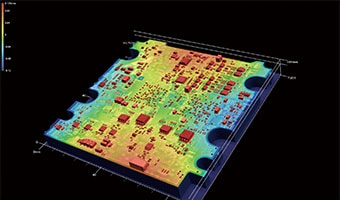
“VR系列”能够以非接触方式,一键从封装印刷电路板获得80万点的“面”数据,甚至只需要最快1秒。用彩色图表现已取得3D形状的最大和最小凹凸(高度和深度),因此可将目标物整体上变形的位置“可视化”。
对于扫描后的数据,可凭借直观操作,在各个位置描绘圆周状、直线、平行线、垂线等丰富的轮廓线。可准确测量轮廓,所以能够迅速获得变形位置的详细数据。测量后不必再次安装目标物,可根据以往经3D扫描后的大范围数据,对其它位置进行轮廓测量。
此外,还能与设计数据或加热前的印刷电路板扫描数据进行形状比较,将施加不同加热条件的多个印刷电路板测量数据进行形状比较,以及将测量项目统一应用至多个数据。
由此,不仅能准确测量、比较和评估,还飞跃性地缩短了工时,提升了工作效率。

优点2:操作简单,新手也能取得无偏差的测量值

将目标物放置到载物台上,通过只需按下按钮的简单操作,即可测量3D形状。
可切换低倍率/高倍率相机,即使是小型印刷电路板,也能用1台设备准确测量印刷电路板的整体或细节。
此外,根据目标物的特征数据自动完成位置补正,因此无需严格的水平调整和定位。配备了“Smart Measurement功能”,可判断目标物的大小,并自动设定测量范围和移动载物台,免去了设定测量长度和Z范围等麻烦。
通过使用丰富的辅助工具,可直观地设定目标测量内容。
除简单设定外,还实现了新手也能得心应手的简单操作,因此,即使是对测量不熟练的人员,也能在最快1秒内准确完成测量。因此,除设计和模拟的实证试验及评估以外,还在量产时的测量和检测中轻松实现了测量数增加和趋势分析。







总结:对难以准确测量的印刷电路板整体变形测量进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物的3D形状。不仅可测量印刷电路板整体的三维尺寸,甚至是微小的高度和凹凸形状的测量、多个数据比较等有难度的作业,也能在短时间内完成。
通过引进“VR系列”,解决了各类测量课题。
- 利用彩色图,使目标物整体的高度差异可视化。
- 轻松比较多个测量数据,统一应用条件,飞跃性地提升了工作效率。
- 只要扫描过一次,即可在各个位置测量轮廓、比较多个数据等。
- 无需定位等操作,实现只需在载物台上放置目标物后按下按钮的简单操作。避免了配置专人执行测量作业。
- 简单、快速、高精度地测量3D形状,因此可在短时间内完成多次测量。有助于提升质量。
- 消除了人为导致的测量值偏差,实现定量测量。
另外,还能进行简单分析,例如与CAD数据的比较、公差范围内的分布等,因此除了研究开发、设计、试验等阶段以外,还能在投入量产后的抽取检测、不良发生时的原因调查等电子产品制造的各种场合中有效运用。
