快速准确地测量螺栓和螺丝的杆部的方法
螺栓和螺丝有很多种类,根据长度、粗细、形状分类,按目的区分使用。此外,它们有标准规定的类型,也有为某种目的设计的特殊类型。各个螺栓和螺丝的共通点在于,必须在标准或设计中规定的公差范围内,以高精度进行加工。
下面将说明其中对精度有极高要求的、被称为杆部的部分,以及其基础知识、作用、测量课题及其解决方法。
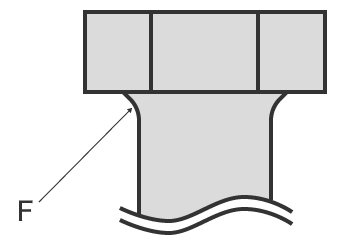
何谓杆部
表面积是指立体表面的面积,是可见部分的面积。表面积与质感、密着性、滑动性、散热性等以及粗糙度等指标同属于功能性评估的重要指标。例如,金属断裂面、🐎摩擦面、PGA和激光刻印机制作的刻印等,均可通过测量表面积获得各种信息。
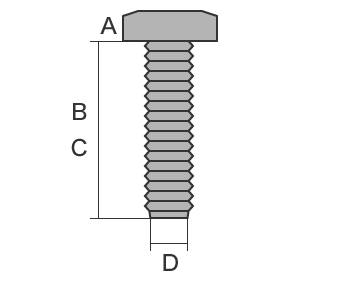
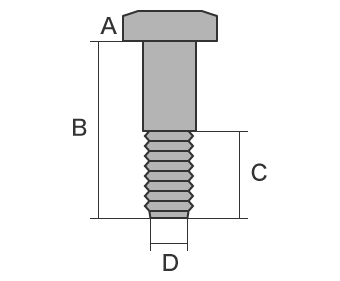
- A
- 头部
- B
- 杆部
- C
- 螺纹长度(杆部长度)
- D
- 螺纹直径
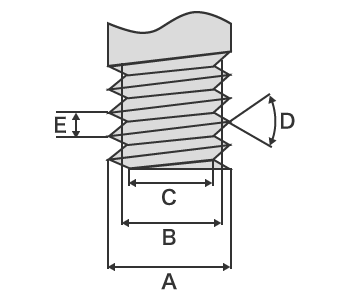
- A
- 外径
- B
- 有效直径
- C
- 谷径
- D
- 螺牙的角度
- E
- 节距
- F
- 杆部R
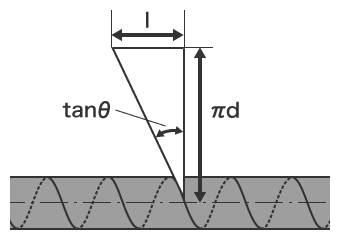
螺牙的结构
螺牙呈螺旋状,螺旋是直角三角形卷绕在圆柱上的线条。该线条称为“螺纹线”,螺旋状的螺牙和牙谷有多种结构,用以实现摩擦力、强度、精度等功能。
此外,螺纹旋转1周时,轴方向上前⛎进的距离称为“导程”,在同一条🅰螺纹上,导程和节距相等。螺纹旋转1周的长度与导程形成的角度称为“导程角”。
- A
- 螺纹线
- tan θ
- 导程角
- l
- 导程(mm)
- π d
- 螺纹旋转1周的长度(mm)
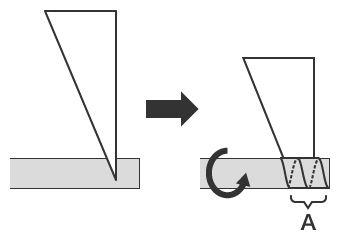
全螺纹与半螺纹的区别
螺栓和螺丝的螺牙上有作为重要功能的紧固力(螺丝紧固的固定力)以及使部件相互贴合的力。螺牙的类型包括杆部全是螺牙的“全螺纹”,以及螺牙中途消失的“半螺纹”。
✤全螺纹的紧固力较强,♕能发挥强大的固定力。但是,在2块板之间有缝隙等情况下,无法消除缝隙使其贴合。而半螺纹可仅将紧固力施加于一块板上,因此在使重叠部件无缝隙贴合时使用。
例:固定2块板时
用全螺纹拧至头部时,即使继续拧紧也会留下缝隙。
若使用半螺纹,可仅将螺丝的力施加于一块板上并将其拉近,消除缝隙。
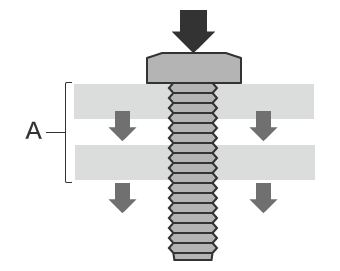
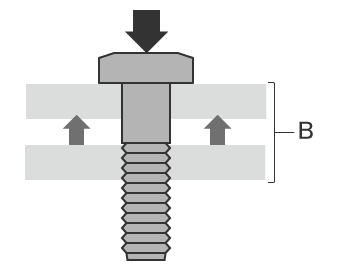
- 紧固力
- 施加在板上的力
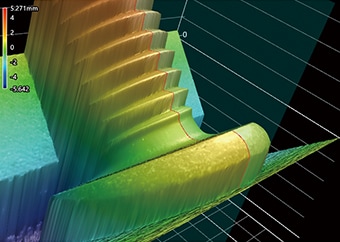
杆部R的作用
头部和杆部因截面急剧变化,可能会发生应力集中,继而因疲劳破坏出现被称为“掉头”的现象。为避免出现这种现象而实施的加工是“杆部R”。将该部分制作为R角,然后消除表面的凹凸,可提升疲劳强度。如上所述,杆部R对螺栓和螺丝的强度有巨大影响。此外,近年来也有研究结果报告称,R与锥度相组合的形状可作为应力集中的有效应对措施。
杆部R必须采用“杆部滚压”的加工方法进行高精度加工,尤其适用于有高强度要求的飞机引擎用螺栓等。
杆部R测量的课题
螺丝质量随着制造技术📖的发展而提升ꦍ,但很难充分防止不良发生。若出现毛刺、开裂、缺损(裂纹)、变形、尺寸偏差、杆部R成型不良等,不仅无法实现紧固部件的功能,还会导致使用该螺丝或螺栓的产品发生破损等不良。此处将介绍螺丝和螺栓的制造工序中的常见不良和发生原因。
利用投影仪测量杆部R的课题

属于光学测量仪,测量原理类似于光𝐆学显微镜。将目标物置于载物台上,从下方照射光源,将目标物的轮廓投影到屏幕上。大型投影仪的屏幕直径甚至可超过1 m。测量螺丝杆部R时,必须对准螺丝的位置。
- 由于是立体形状,很难聚焦于杆部的整体表面。在二维投影图中很难定义杆部R的范围,取决于个人的判断,因此测量值会出现偏差。此外,难以取得尺寸以及与图纸有差异位置的数值,需要将轮廓形状转印到描图纸上,数据保存和比较都十分困难。
- 投影仪只能通过从断裂面的垂直方向观测得到截面形状,所以在放置目标物时必须使杆部R部分能够被检查,并在经过准确的水平调整的状态下测量。此时,存在目标物放置方式不固定的问题。
如上所述,并不是每位现场人员都能准确测量,而且有些位置难以测量☂,某些目标物需要切断等,成为了重要的课题。
利用形状轮廓测量仪测量杆部R的课题

形状轮廓测量仪是使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。近年来还出现了用激光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
使用形状轮廓测量仪测量螺栓或螺丝时,需进行水平调整。
该测量方法存在如下课题。
- 将目标物固定于夹具、对样品实施水平调整等作业十分耗时。而且,为了准确地实施水平调整,必须具备形状轮廓测量仪的相关知识和技能。
- 形状轮廓测量仪的触针以触针臂上的支点为中心上下进行圆弧运动,而触针前端位置也会沿着X方向移动,因此X轴数据会发生误差。
- 使针按照预期通过的作业非常困难,针的微小偏移就会造成测量值偏差。
螺栓、螺丝测量的课题解决方法
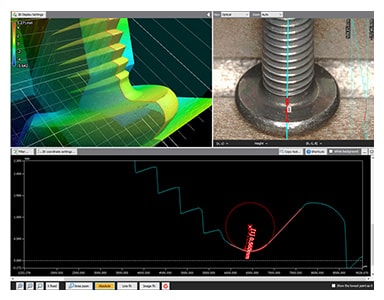
使用的接触式测量仪,存在固定目标物十分耗时、需在以点和线为单位接触立体目标物和测量位置的同时进行测量等课题。为解决这些测量课题,黄金城开发了3D轮廓测量仪“VR系列”。
以非接触的方式,以面为单位来准确捕捉目标物的3D形状。此外,最快1ꦆ秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间实施定量测量。下🌱面具体介绍这些优点。
优点1:掌握“面”整体形状。因此新手也能测量
全面改进测量算法和硬件,实现了最快1秒测量的速度。瞬间扫描面整体的信息。螺丝的杆部R和螺牙节距等目标测量点也能按需测量。没有人为导致的测量值偏差。
使用“VR系列”,以最快1秒的惊人速度,大幅增加了测量数,缩短了工作时间。由此可提升测量品质,将检查人员转ꩲ换为生产人员,推动增产等。速度改善了各个测量业务,如试制品评估或出货前检查等。
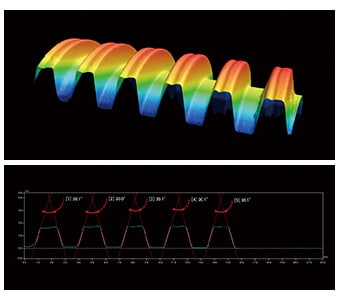

优点2:不会产生偏差
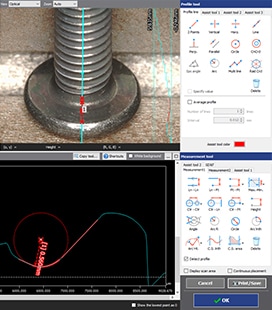
对于扫描后的3D形状数据,可在电脑画﷽面上使用丰富的辅助工具,在各位置准确描画垂直的轮廓线,因此测量结果不会产生偏差。例如,使用工具中的圆柱轴工具,即可无偏差地对螺栓或螺丝确定测量线。
只要扫描过一次工件,即可测量与过去测量时不同位置的𒉰轮廓(截面形状)。无需特意再次准备相同个体重新测量。此外,还可以利用以往的数据,对批次、加工条件、材料等不同的相同形状工件𒉰轻松进行差分检查。
优点3:判断目标物大小自动设定测量范围
“VR系列”配备了Smart Measurement功能,可自动识别目标物的宽度和高度,并自动设定理想的测量范围。由于无需设定测量长度或Z范围等,因此也不会发生部分遗失的错误。
此外,三维空间的位置也能以高精度自动拟合。加入倾斜和基准面、高度偏差等各种要素,可轻松进行微调。

总结:对难以测量的螺栓和螺丝各部位的形状测量进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物的3D形状。外径🐬、有效直径、谷径、螺牙角度以及节距、杆部R等难点,只需最快1秒即可完成测量。解决了存在的各类课题。
- 由于采用非接触方式,探针无法到达的部分也可实现截面测量。杆部R和螺牙节距也能轻松准确地进行测量。
- 消除了人为导致的测量值偏差,实现定量测量。
- 无需定位等操作,实现只需在载物台上放置目标物后按下按钮的简单操作。避免了配置专人执行测量作业。
- 简单、快速、高精度地测量3D形状,因此可在短时间内测量多个目标物,有助于提升质量。
另外,还能进ꦅ行简单分析,例如与以往3D形状数据和CAD数据的比较、公差范围内的分布等,因此可有效应用于产品开发和制造的趋势分析、抽取检✨测等各种用途。
