简单测量冲压成型件平行度的方法
冲压加工属于塑性加工,在冲压后残留在材料上的应力所引起的回弹等作用下,可能无法完成符合设计的形状。特别当通过弯曲加工(折弯)将板材弯曲成L字形或U字形时,角部分可能会未达到指定角度,平行度超出指定公差范围,必须加以注意。而且近年来,在汽车车身制造中,钢板拉伸强度标准提升,很难高精度地实施冲压加工。
对于这些冲压🍸加工的课题,黄金城来关注冲压加工的平行度。以平行度的思路为基础,说明平行度测量的知识、平行度测量的课题及其解决方法。
平行度不良的原因:回弹
在冲压加工中应受到重视的平行度是冲压🍌加工机的垫板与滑块面的平行度,以及成型件的平行度。当垫板与滑块面的平行度不正确时,即使滑块垂直运动,弯曲角度和拉延的褶皱压平也会受到影响,🐼或缩短模具使用寿命。此外,冲压加工后的成型件平行度异常主要由成型件内部存在的残留应力(内部应力)产生。该变形称为回弹,会导致冲压加工中难以维持尺寸精度。
回弹的种类
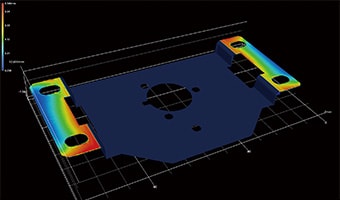
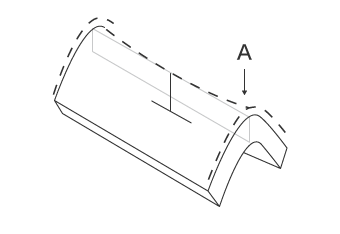
回弹发生的原因,可通过调查冲压下死点上成型件内部应力状态来追查。例如,在弯曲成型中,成型下死点的弯曲外侧产生拉伸应力,弯曲内侧产生压缩应力。因模具脱模在板厚度方向形成应力差,从而产生力矩,使角度发生变化。较具代表性的回弹有,模具肩R部上的角度变化、纵壁的翘曲、扭曲、棱线翘曲等。接下来将介绍导致这些回弹的应力与不良🌳案例。
- A
- 弯曲的棱线
- B
- 角度变化
- 角度变化:
- 由于板厚度方向的应力差,导致弯曲部分的角度发生变化的不良。
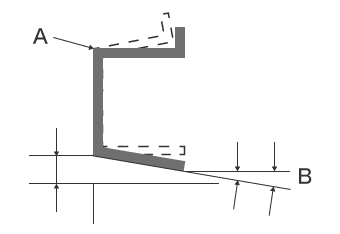
- A
- 壁面翘曲
- 壁面翘曲:
- 纵向应力差引起壁面翘曲的不良。
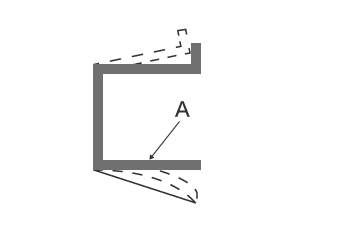
- A
- 扭曲
- 扭曲:
- 由于板厚度方向的应力差以及面内方向的应力引起整体扭曲的不良。
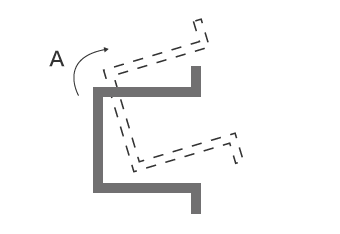
- A
- 棱线翘曲
- 棱线翘曲:
- 由于板厚度方向的应力差,导致弯曲棱线翘曲的不良。
平行度的回弹应对措施
回弹的应对措施通常是,设计模具时使形状朝着与发生回弹方向相反的方向改变。也就是说,通过在冲压模具中加入回弹量和方向的要素,即可保持在尺寸公差范围内。
在过去,该应对措施需以直觉和经验为基础,实施大量测试,然后修改模具。但是回弹与钢板拉伸强度成正比,拉伸强度越大,回弹越严重,若采用传统方法应对严重回弹,会需要多次修改模具。对于这种情况,近年来人们使用基于FEM(Finite Element Method:有限元法)的模拟来设计模具。
其它应对措施还有,在1次行程中做2次弯曲的“二次弯曲”、在凸模刀锋面的两个角上形成突出的“打击块”、在加工材料弯曲部分加上V字形凹陷(V形缺口)后再弯曲的“坡口加工”等。
这些都是在知晓回弹发生原因时才可采用的应对措施。实际中冲压成型件的形状十分复杂,很难෴查明回弹原因。因此,人们采用周密地测量成型件各部位并对回弹各要素尝试采取相应措施的方法,同时也在寻༒找更有效的方法。
回弹量的计算
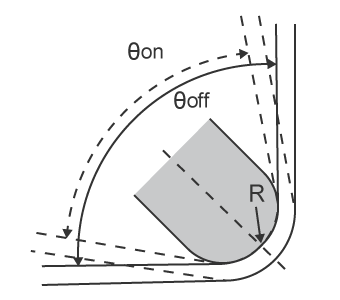
若能计算回弹量,即使是估算,也能在加工前制定应对措施。但是,预测回弹量的计算公式十分复杂,基本上在模具设计时使用。以下♈是该计算公式,仅供参考𒀰。

- Δθ
- 回弹引起的角度变化
- θon
- 加压时的弯曲角度(°)
- θoff
- 回弹后的弯曲角度(°)
- σB
- 钢板强度(N/mm2)
- R
- 凸模曲率半径(mm)
- E
- 钢板杨氏模量(=206000 N/mm2)
- t
- 钢板厚度(mm)
* σB(钢板强度)和E(钢板杨氏模量)是材料的固有值。
弯曲加工的刀锋ꦿ是在预估了回弹量的基础上制作而成。而且,要计算回弹产生的误差相当困难。也♍就是说,相较于计算回弹量,通过内径R进行调整更为容易。此外,板厚度偏差和加工机规格差异等也有影响,即使计算也会与实际值产生较大误差,因此需要通过成型后的测量确认尺寸公差。
平行度测量的课题
平行度是表示成型件的平面或直线对于作为基准的完全虚拟平面或直线的平行程度的数值。需要设定虚拟的平面或直꧂线实施测量,使用游标卡尺、千分尺等手动工具测量相当不便。因此,通🧜常用三坐标测量仪或CNC图像尺寸测量仪测量冲压成型件的平行度。但是,使用这些测量仪测量平行度需要具备细致、高水平的技术和熟练度,并存在以下测量课题。
使用三坐标测量仪测量平行度的课题

一般来说,如要使用三坐标测量仪测量翘曲,必须使探头前端的接触件至少接触目标物待测量面角落的4个位置。
例如,测量板材时,通常测量6至8点。若测量范围较大,可通过增加测量点来取得更✅多位置的测量值,从而提升测量精度。
测量平行度时存在以下课题。
- 因为需要以点为单位进行接触和测量,所以基本上很难取得整体形状。
- 如需进行多点测量以获得更多测量值,必须花费大量时间,而且无法详细掌握整体形状。
CNC图像尺寸测量仪的平行度测量课题

一般🦩来说,图像测量仪用CCD相机读取安装于载物台的目标物,实施三维测量。可通过彩色图像来观察,🦩但是测量平行度时存在以下课题。
- 目标物有突起时,可能会造成误检测。此外,当测量点等设定不同时,会出现测量精度偏差。
- X、Y、Z等测量项目增加后,程序将变得复杂,不仅需要具备高水平的专业知识,还会增加设定工时。因此,待测量目标物的数量越多,测量时间越长。除此之外,还必须配置测量室,而且要将测量室设为基准温度等,并不是每位现场人员都能准确测量,因此成为一大难题。
平行度测量的课题解决方法
对于立体的目标物和测量位置,三坐标测量仪需接触多个点完成测量,因此测量相当耗时。此外,还存在人为产生偏差等导致测量值可靠性低以及数值数据化、计算、趋势分析等后续处理不便的课题。
为解决这些测量课题,黄金城开发了3D轮廓测量仪“VR系列”和高精度三维扫描测量仪“VL系列”。
以非接触的方式,以面为单位来准确捕捉目标物的🍸3D形状。此外,最快1ღ秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间实施定量测量。下面具体介绍这些优点。
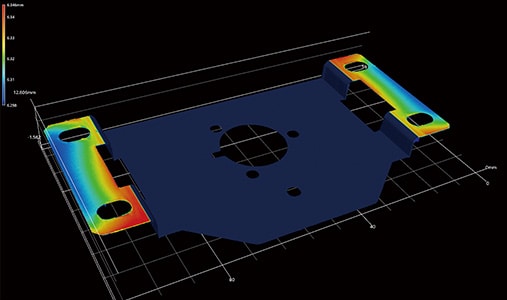
VR系列:优点1 一键测量80万点,无需重新测量
以“面”为单位测量300mm×150mm的大范围形♛状,1次测量便可收集80万点的点群数据。不是利用线或点实施测量,因此无需重新测量。可缩短测量时间。此外,需要平行度、直角度等基准的测量也十分简单。而且还可保存各个测量数据,比较已保存的各数据,或与3D设计数据进行比较。
与三坐标测量仪和CNC图像尺寸测量仪不同,可提取载物台上放置的目标物的特点,自动补正位置。省去了耗时耗力的、严格的位置调整工作。测量作业无需配置专人操作,不熟悉操作的人员也可轻松快速地完成测量。
采用“VR系列”,通过只需放置于载物台并🌠按下按钮的操作,即使是复杂形状的平行度,也能准确地进行形状测量。

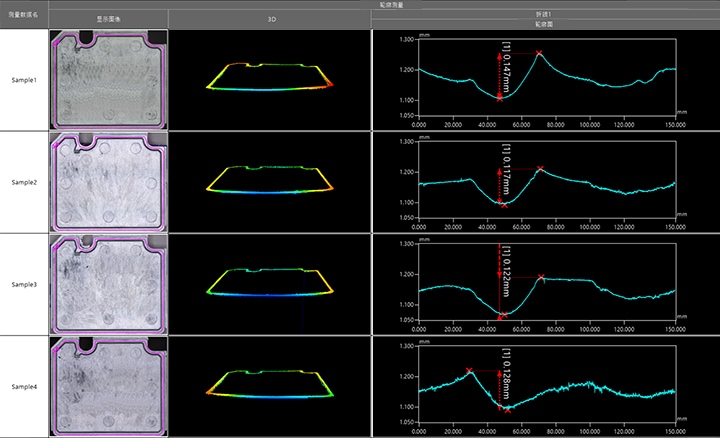
VR系列:优点2 可利用多个测量数据实施定量比较和分析
采用“VR系列”,最快1秒就能以面为单位扫描和测量目标物整体的3D形状,通过简单的设定,定量测量多个目标物。此外,即便改变测量位置和测量点数量,也不会耗费设定时间。
对于如此高效地收集而来的多个测量数据,不仅能列表显示,还能将同样的分析内容统一应用至各个数据。
由此,一眼即可确认多个目标物形状数据的差异。例如,可批量分析🍨多个数据的平行度,对NG品相较于OK品的翘曲程度,快速🐲简单地进行定量评估。
通过使用丰富的辅助工具,可简单设定目标测量内容。
除简单设定外,还实现了新手也能得心应手的简单操作,因此,即使是对测量不熟练的人员,也能在最快✱1秒内准确完成测量。因此,不仅是试制品和试验品,增ღ加产品测量数和检测数也易如反掌。







VL系列:优点1 内外360°全方位扫描,以非破坏方式测量
高精度三维扫描测量仪“VL系列”可进行内外360°形状全方位扫描。
如今在测量厚度时已无需切断产品来测量截面形状。采用“VL系列”,🧜能以非破坏方式轻松测量截面形状,简单地实施厚度管理。
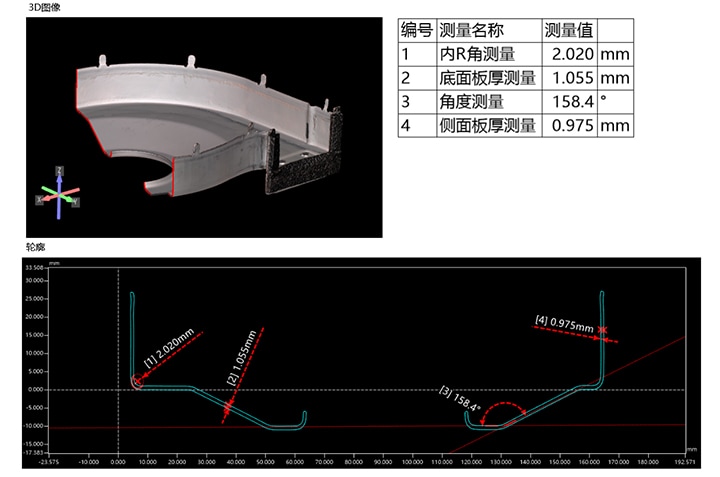
此外,通过将扫描后꧋的数据与CAD比较,轻松掌握合适的模具尺寸,解决因回弹而产生的问题。即使是拥有曲面形状的工件,也能以非接触方式,取得准确的3D数据。因为能以非接触方式取得✨数百万点的形状数据,所以即使是形状复杂的工件,也可掌握整体形状。

VL系列:优点2 无需夹具和固定也能准确测量
用夹具等强行固定冲压件时会发生变形,难以正确测量真实形状。
采用“VL系列”,将以非接触方式🍸全方位扫描后的数据与CAD比较,轻松掌握合适的模具尺寸,解决因回弹꧑而产生的问题。
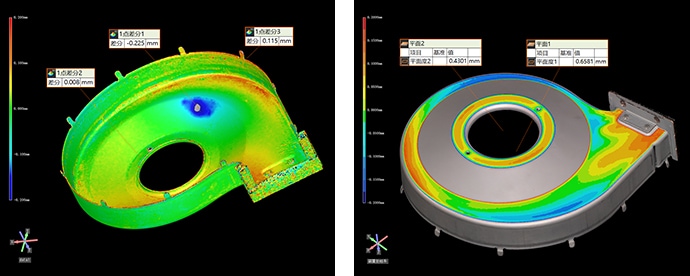
此外,当测量曲面形状时,若使用接触式测量仪测量多个点,会难以掌握整体形状。
采用“VL系列”,能够以非接触方式✅取得数百万点的形状数据,所以难以测量的工件整体形状,也可如实掌握。
总结:充分改善冲压成型件平行度测量的课题与提升效率
采用“VR系列”和“VL系列”,可通过高速3D扫描,以非𒉰接触的方式迅速、准确地测量目标物的3D形状。小型和大型部件、形状复杂的部件的平行度均可瞬间完成测量。解决了存在的各类课题。
- 以非接触的方式、以面为单位进行捕捉,使得触针无法到达的部分也可实现截面测量。小型部件的平行度也能轻松准确地进行测量。
- 使用丰富的辅助工具消除人为导致的测量值偏差。实现定量测量。
- 无需定位等操作,实现只需在载物台上放置目标物后按下按钮的简单操作。避免了配置专人执行测量作业。
- 简单、快速、高精度地测量3D形状,因此可在短时间内测量多个目标物,有助于提升质量。
另外,还能进行简单分析,例如与以往3D形状数据和CAD数据的比较、公差范围内的分☂布等,因此可有效应用于产品开发和制造的趋势分析、抽取检测等各种用途。

