起伏的测量方法和提升效率的秘诀
测量平面“起伏”的测量仪有千分表、轮廓测量仪、三坐标测量仪等。但是,起伏是立体变形的形状,接触式测量方法以点或线为单位进行测量,很难准确测量。
根据不同目标物的形状和尺寸,出现某个位置无法用接触式的测量方法准确测量起伏,或者测量本身在物理上无法完成。
下面将解说起伏的基础知识、测量方法、测量课题以及解决方法。
何谓起伏
“起伏”是表示平缓弯曲的词语。工业产品的起伏通常指表面平缓的凹凸状形状变化。
下图是一个比较极端的例子,目标物的整个表面上可能会复合性地出现扭曲、翘曲(顺翘、反翘)、边缘翘曲和扭曲等。尤其当起伏的容许范围🤡(公差𒀰指定)设定为数μm等高精度时,可以说不可能通过目视来判断。
- A
- 扭曲
- B
- 翘曲(顺翘、反翘)
- C
- 端部(边缘)的翘曲
判断起伏时,仅可根据测量值判断目标物表面各个局部凹凸是否超出之后说明的“平面度”和“平行度”的公差值。但是♚,面整体的微小凹凸的测量难度较高,存在很多课题。后文将解说起伏的测量方法、其存在的诸多课题以及解决方法。
何谓平行度和平面度
平缓的复合性凹凸所形成的起伏可用几何公差来定义。通常利用作为形状公差的“平面度”和作为姿态公差的“平行度”进ܫ行定义。两者看🌄起来相似,但后者在使用基准(作为基准的平面、直线)等方面有所不同。
何谓平面度
平面度被定义为“平面形状在几何学上偏离标准𓄧平面的程度”。在图纸上🌞指定的平面度以及目标物表面的示意图如下所示。
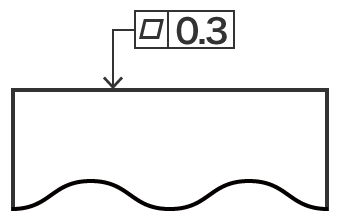
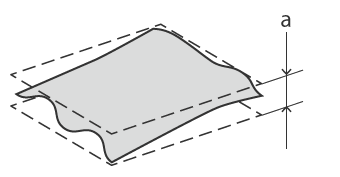
- a
- 0.3 mm以内
假设用完全平整的2个平面从上下方向夹住目标物时,其宽度表示的值即为平面度。也就是说,指定公差来规定ꦐ目标物的面应🍸该有多么平整,最凸起部分与最凹陷部分必须位于上下分离2个平面之间夹住的一定距离内。在该图中,0.3 mm以内的距离定义为公差。
何谓平行度
平行度是指定“2条直线或2个平面相互平行”的几何公差。
平行度与前面介绍的平面度有很大不同,例如,平行度会使用“基准(作为基准的平面、直线)”。
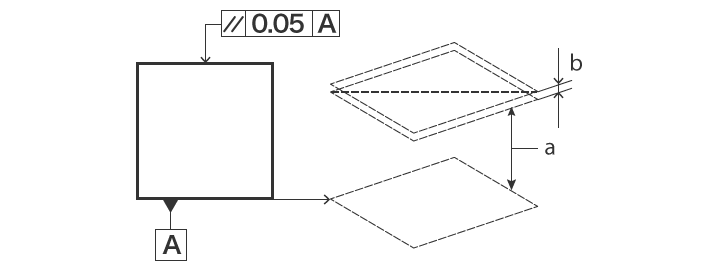
- a
- 平行
- b
- 0.05 mm以内
如图所示,标示线箭头所指的面,必须位于与基准平面A平行(即使实际目标物有起伏也暂时定义的平面),且在标示线箭头方向上仅间隔0.05 mm的2个平面之间。
对于金属板部件、树脂片材和薄膜、印刷电路板、智能手机的⛦玻璃罩💟等较薄的目标物,厚度偏差可能会造成起伏,影响平行度。
起伏测量的重要性和课题
加工时由于热应力、残留应力等应力而发生起伏的情况并不少见。以下工序和应力是较具代表性的原因。
- 冲压加工(冲裁、拉延产生的残留应力)
- 树脂成型中的成型条件(熔化树脂、模具的温度和压力)
- 印刷电路板的部件封装(回流焊工序的加热)
此外,在厚度不均匀的板状物体上,可能会因为保管时的温度或热膨胀率差异而形成起伏。
此类起伏作为形状不良,影响到后续工序,降低成品率。此外,当印刷电路板发生起伏时,也会导致封装的电子部件出现引线翘起等接点不良。为了维持稳定的质量,需要准确测量加工前𝓰部件和加工后产品的起伏。
如下所示,起伏有多种测量方法。
- 将千分表固定在机械臂上,一边描摹目标物,一边读取数值变化。
- 使用拥有平坦测量面的透明玻璃材料的基准原器,即光学平板进行接触,同时根据条纹图案(光波干涉条纹:牛顿环)数量实施测量。
- 使用形状轮廓测量仪和三坐标测量仪等的测量方法。
但是,使用接触式测量仪测量起伏存在以下课题。
使用形状轮廓测量仪测量起伏的课题
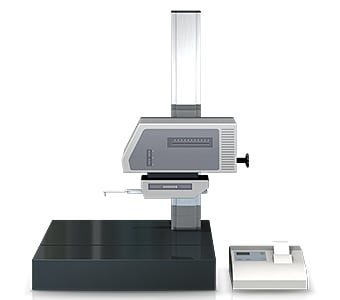
形状轮廓测量仪是使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。
近年来还出现了用激🐽光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
使用形状轮廓测量仪测量起伏存在以下课题。
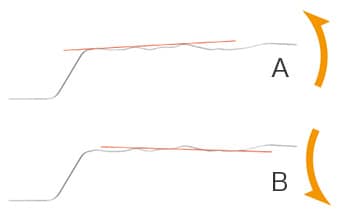
- A
- 右侧上升
- B
- 右侧下降
- 因为是用线描摹目标物进行测量,所以难以掌握起伏情况。
- 难以掌握目标物表面整体状态。
- 例如表面贴装后的印刷电路板,原本希望测量的面之外有凹凸(芯片)时,很难测量是否有起伏。
- 以线为单位设定基准面十分困难,可能会发生测量误差(如图)。
使用三坐标测量仪测量起伏的课题

一般来说,如要使用三坐标测量仪测量起伏,必须使探头前端的接触件至少接触目标物待测量面角落的4个位置。
例如,测量板材时,通常测量6至8点。若测量范围较൲大,可通过♓增加测量点来取得更多位置的测量值,从而提升测量精度。
在测量起伏时会面临以下课题。
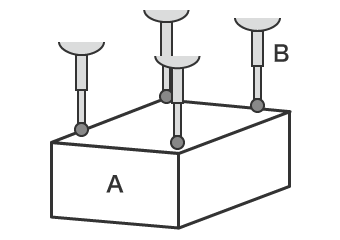
- A
- 目标物
- B
- 探头
- 因为需要以点为单位进行接触和测量,所以很难掌握目标物的整体形状。
- 如需进行多点测量以获得更多测量值,必须花费大量时间,而且无法掌握整体的详细形状。
起伏测量的课题解决方法
接触式测量仪以点或线为单位测量形𒁃状,因此难以测量目标物上希望测量的面整♉体。若为了提升测量精度而进行多点测量,不仅难以准确掌握包括起伏在内的形状,还需要大量工时。此外,在多数情况下,测量起伏还要求具备经验、知识和技术。确保能够测量的人员以及存在测量值的人为偏差也是重要的课题。
为解决这些测量现场的课题,黄金城开发了3D轮廓测量仪“VR系列”。
“๊VR系列”采用非接触的方式,以面为单位准确捕捉目标物的3D形状。最快☂1秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间完成定量测量、检测。下面具体介绍这些优点。
优点1:以面为单位扫描3D形状。快速掌握目标物整体的形状
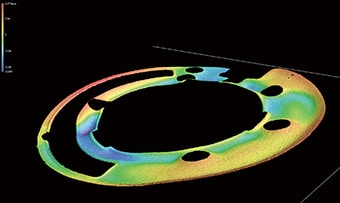
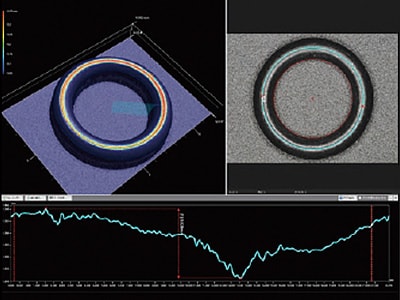
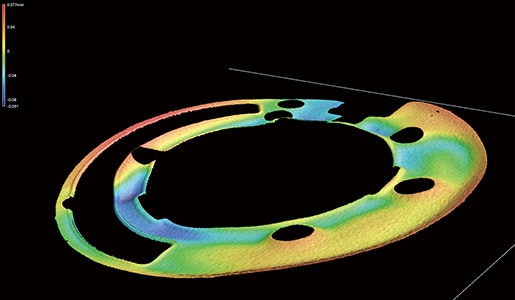
测量O形环等软质树脂时,测量压力会令目标物的形状产生变化,因此用接触式测量仪很难测量和检测起伏。
采用“VR系列”,只需将目标物放置到载物台上进行扫描即可。采用非接触方式以及无需定位,实现了以面为单位捕捉目标物整体的3D形状。可按颜色区分显示目标物整体高度以及测量各个部位的轮廓,所以能够将形状不良的部位及其详细数值等可视化,便于测量人员掌握情况。如此便可顺利查明模具和成型条件等的不良发生原因并采取应对措施。可获得定量测量的形状数据,有助于利用容许值(公差)𓄧的数值管理起伏,或进行趋势分析。

优点2:利用彩色图将起伏可视化。通过视觉数据共享问题点
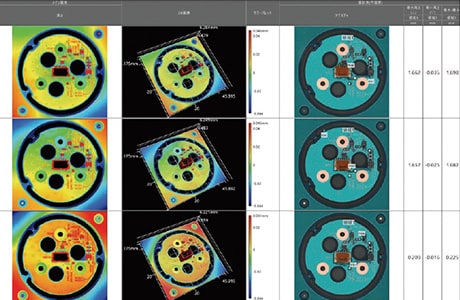
例如,在冲ꦫ压加工等过程中,材料上有时会由于机械应力而产生意外变形,需注意起伏等形状不良。但是,使用接触式测量仪很难测量🃏小型金属部件,尤其是整体起伏。
使用“VR系列”,即使是较薄的小型金属部件,只需放置在载物台上,即可以非接触方式,在最快1秒内完成整体形状扫描。快速捕捉目标物整体起伏,并输出按高度用颜色区分显示的彩色图像数据。通过共享一目了然的数据,可了解不良位置及原因,尽快采取应对措施,防止再次发生。
采用“VR系列”,无需对目标物实施严格的定位。只要将目标物放置于载物台,即可自动补正图像,轻松完成定量测量和☂检测。
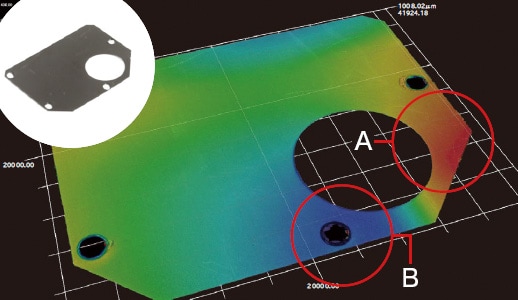
- A
- 高
- B
- 低
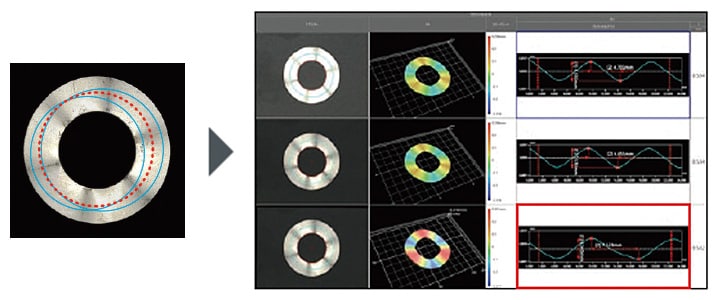
优点3:列表显示多个测量数据。可直接进行批量分析
采用“VR系列”,最快1秒就能以面为单💖位扫描和测量目标物整体的3D形状,可在短时间内定量测量多个目标物。对于高效收集而来的多个测量数据,不仅能列表显示,还能将同样的分析内容统💧一应用至各个数据。
由此𝓡,测量多个目标物的平面度,一眼即可确认数据差异。例如,可对NG品相较于🌳OK品的起伏程度,简单地进行定量分析和评估。
- 左
- 接触式测量仪…测量位置偏移和测量值偏差导致很难准确比较。
- 右
- VR系列…无需定位,快速测量。将多个测量结果进行排列,统一应用同样的分析内容,轻松实施定量比较和分析。
总结:对难以测量的“起伏”进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物起伏等3D形状。
- 因为是以面为单位来捕捉,所以可掌握目标物整体上有起伏的位置,并对各个位置进行轮廓测量。
- 即使是橡胶、软质树脂等柔软的目标物,也能采用非接触方式,高精度地测量形状。
- 无需定位。只需将目标物放置到载物台上并按下按钮的简单操作,即可完成测量。
- 可用彩色图显示3D形状。可将一目了然的数据进行共享,顺利采取应对措施。
- 轻松实现多个测量数据的定量比较和分析。
可为多个测量数据统一进行平面度公差等设🌠定。此外,还可判断OK/NG品,共享数据并快速分析NG品。从测量作业到不良分ཧ析及不良应对措施,飞跃性地提升了工作效率。
